


 中文简体
中文简体 русский
русский عربى
عربى
Content
- 1 Core Working Principle: A Four-Stage Process from Raw Material to Finished Pellets
- 2 Typical Equipment Configuration and Performance Parameter Comparison
- 3 Five Key Application Fields: Real-World Engineering Value of Pelletizing Technology
- 4 Selection and Configuration Recommendations: A Practical Guide to Matching Raw Material Characteristics with Capacity Targets
- 5 Operation and Maintenance Essentials: Key Measures to Extend Equipment Life and Ensure Pellet Quality
- 6 Industry Outlook: Intelligent and Green Evolution of Pelletizing Technology
A granulator is a key piece of equipment that transforms loose raw materials into uniformly shaped pellets through extrusion, cutting, and grinding processes. It is widely used in biomass energy, chemical processing, food production, pharmaceuticals, and agricultural feed industries. Its core function is to enhance material flowability, bulk density, and usage stability while reducing dust pollution and transportation losses. A properly configured granulator can improve raw material utilization by 15% to 30% and maintain pellet formation rates above 95%, making it the technical cornerstone of modern pellet production lines.
Core Working Principle: A Four-Stage Process from Raw Material to Finished Pellets
The granulator's operation can be broken down into four continuous stages: feeding preparation, extrusion forming, cutting to length, and grinding/sizing. The process parameters at each stage directly determine the physical properties and appearance quality of the final pellets.
Feeding Preparation Stage
Raw materials are first fed uniformly into the machine via vibrating feeders. For materials with higher moisture content, pre-drying treatment is required before entering the main unit, controlling moisture within 8% to 15% to prevent wall adhesion or loose pellet formation during extrusion. Feeding speed stability directly affects output fluctuations, typically requiring feeding deviation controlled within ±5% of the set value.
Extrusion Forming Stage
Material is forced through die holes under powerful compression from twin rotating rollers or screws, forming continuous strips. Key control parameters include:
- Roller gap: 0.5 mm to 2.0 mm; too small accelerates wear, too large results in insufficient pellet density
- Extrusion temperature: 60°C to 120°C, dynamically adjusted based on material melting characteristics
- Die hole length-to-diameter ratio: 3:1 to 8:1; higher ratios improve pellet compactness but increase energy consumption proportionally
- Main motor power: common configurations range from 55 kW to 90 kW, corresponding to capacity ranges of 200 kg/h to 800 kg/h
Cutting to Length and Grinding/Sizing
Strip material is cut to set lengths by alloy cutting blades, then enters the grinding zone for surface finishing. Blade speed is typically set between 800 and 1500 rpm, and with variable frequency speed control, precise pellet length control within 2 mm to 30 mm can be achieved. Ground pellets must pass through a vibrating screen for grading, with screen aperture generally set at 1.2 times the target particle size as the upper limit to ensure size concentration of finished pellets.
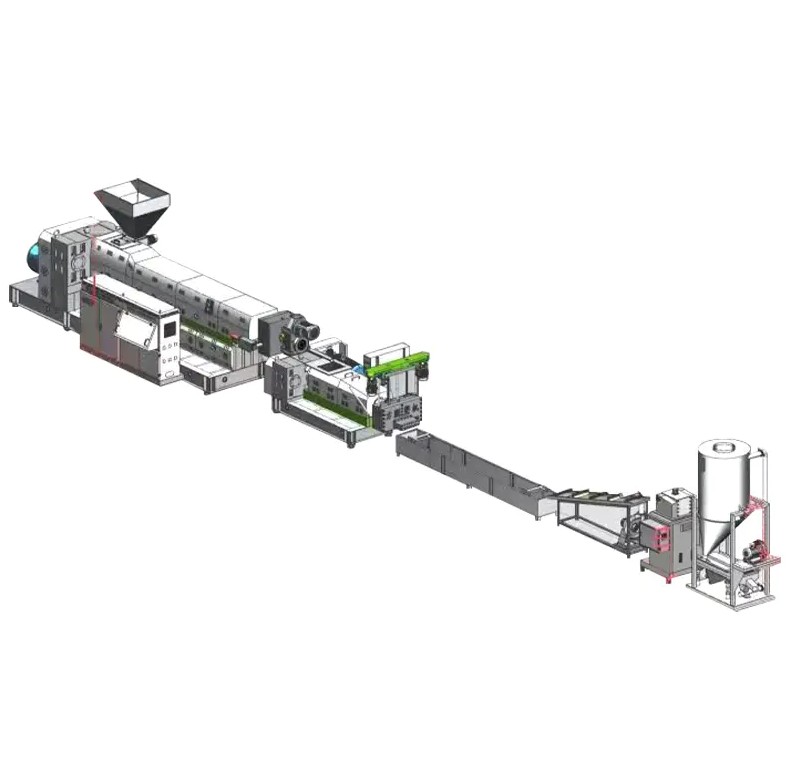
Typical Equipment Configuration and Performance Parameter Comparison
A complete pellet production line consists of a main machine, auxiliary equipment, and supporting systems. The selection of each unit must match raw material characteristics, capacity targets, and finished product specifications. The following table compares performance parameters of common configuration schemes.
| Equipment Unit | Key Specifications | Performance Indicators | Function Description |
|---|---|---|---|
| Main Extruder | Screw diameter 175 mm, reduction ratio 1:20 | Motor 90 kW, capacity 500 kg/h | Core extrusion forming unit |
| Compacting Feeder Bin | Volume 720 L, variable frequency control | Motor 55 kW, feeding uniformity ±3% | Pre-treatment and stable feeding |
| Conveyor Belt Feeder | Length 5 m, belt width 600 mm | Conveying speed 0.5 to 2.0 m/s | Continuous conveying of film or loose material |
| Auxiliary Extruder | Screw diameter 175 mm, single-screen die head | Motor 30 kW, auxiliary plasticization | Secondary extrusion to improve compactness |
| Cooling Water Tank | Stainless steel, length 4 m | Water temperature control 15°C to 25°C | Rapid shaping to prevent adhesion |
| Blowing Drying Rack | High-pressure fan, stainless steel structure 2.5 m | Air pressure ≥3000 Pa | Remove residual surface moisture |
| Gantry Pelletizer | Alloy hob blades, variable frequency speed control | Speed 800 to 1500 rpm | Precise cutting to length |
| Stainless Steel Storage Bin | High-pressure fan conveying, volume 1 m³ | Storage capacity 500 kg | Finished product buffering and homogenization |
As shown in the table, the power ratio between the main extruder and compacting feeder bin is approximately 1.6:1, a ratio validated by engineering practice to maintain stable extrusion pressure while ensuring output. The matching of cooling tank length with line speed is equally critical: at a line speed of 5 m/min, a 4 m tank provides approximately 48 seconds of cooling residence time, sufficient to reduce material surface temperature below 40°C, meeting the shaping requirements for subsequent cutting operations.
Five Key Application Fields: Real-World Engineering Value of Pelletizing Technology
The technical value of granulators is demonstrated by their cross-industry adaptability. The following five fields illustrate the specific efficiency gains brought by pelletization processes:
Biomass Energy Sector
Compressing agricultural and forestry waste into biomass pellet fuel yields a calorific value of 4000 to 4800 kcal/kg, approaching medium-grade bituminous coal levels. Pellet fuel combustion efficiency is 20% to 30% higher than direct burning of loose material, with dust emissions reduced by over 60%. A production line with an hourly output of 1 ton can process 3000 tons of straw or wood chips annually, equivalent to replacing approximately 1500 tons of standard coal.
Chemical and Plastic Recycling Sector
After washing and shredding, waste plastic film enters the granulator for recycling. The melt index of recycled pellets can recover to 85% to 95% of virgin material. Taking PP film recycling as an example, bulk density after granulation increases from 0.15 g/cm³ for loose material to 0.55 g/cm³, reducing transportation costs by approximately 70% and warehouse space occupancy by 65%.
Food Industry Sector
In grain deep processing, granulators are used to produce extruded pellets or restructured rice. Pelletization reduces rehydration time by 40% and significantly improves taste uniformity. For example, after extrusion granulation, corn starch's cold water solubility increases from 8% to 35%, greatly expanding application scenarios.
Pharmaceutical Formulation Sector
After wet or dry granulation, drug powder pellets show improved flowability: the angle of repose improves from 45° to 55° for loose powder to 25° to 35°, more than doubling flowability. This enables subsequent tablet compression operations to reduce tablet weight variation from ±7% to ±3%, effectively ensuring dosage accuracy of oral solid preparations.
Agricultural Feed Sector
After feed pelletization, livestock feed intake increases by 10% to 15%, and feed conversion ratio improves by 8% to 12%. Meanwhile, pellet feed dusting rate during transportation remains below 3%, compared to loose feed loss rates typically as high as 15% to 20%. For a feed enterprise with an annual output of 100,000 tons, adopting pelletization processes can reduce raw material waste by approximately 12,000 tons per year.
Selection and Configuration Recommendations: A Practical Guide to Matching Raw Material Characteristics with Capacity Targets
When purchasing a granulator, enterprises must comprehensively evaluate four dimensions: raw material properties, capacity requirements, finished product specifications, and energy budgets. The following are key selection points:
- Raw Material Compatibility: Fiber-based materials should prioritize roller-type granulators, while thermoplastic materials are better suited for screw extrusion types; materials with moisture content exceeding 20% must be equipped with pre-drying systems
- Capacity Scaling: Laboratory scale selects 10 to 50 kg/h equipment, pilot lines select 100 to 300 kg/h, and industrial mass production lines select configurations above 500 kg/h
- Die Hole Selection: Biomass pellets commonly use 6 mm to 8 mm apertures, feed pellets mostly use 3 mm to 5 mm, and plastic recycled pellets are selected based on downstream injection molding machine screw specifications at 2 mm to 4 mm
- Temperature Control Precision: Temperature controllers should achieve precision of ±1°C with multi-zone independent temperature control to prevent localized overheating and material degradation
- Blade Material: When processing materials containing glass fiber or high-hardness fillers, alloy steel or carbide blades must be used; tool steel blades are sufficient for conventional materials
Additionally, it is recommended to prioritize models equipped with dual-screen changers. Dual-screen design allows screen switching without stopping the machine, reducing output losses caused by screen changes from 8% to 12% on single-screen models to below 1%—particularly critical for continuous production.
Operation and Maintenance Essentials: Key Measures to Extend Equipment Life and Ensure Pellet Quality
Stable granulator operation depends on standardized maintenance strategies. The following maintenance cycles and inspection items are compiled based on industry best practices:
| Component Name | Inspection Cycle | Maintenance Content | Acceptance Criteria |
|---|---|---|---|
| Screw and Barrel | Every 500 operating hours | Measure clearance, clean carbon deposits | Clearance ≤0.3 mm |
| Die Screen Filter | Every shift or when pressure differential exceeds limits | Replace or clean screen | Pressure differential ≤5 MPa |
| Cutting Blade Assembly | Every 200 operating hours | Inspect edge wear, adjust clearance | Edge rounding ≤0.1 mm |
| Gearbox Lubricant | Every 6 months | Sample testing, replace aged oil | Acid value ≤1.0 mgKOH/g |
| Temperature Control System | Monthly | Calibrate thermocouples, inspect heating elements | Deviation ±1°C |
Strict adherence to the above maintenance schedule can extend mean time between failures (MTBF) from an average of 800 hours to over 1500 hours, while controlling pellet quality fluctuations caused by equipment failures within ±2%.
Industry Outlook: Intelligent and Green Evolution of Pelletizing Technology
Granulator technology is undergoing a profound transformation from mechanization to digitalization, and from high energy consumption to low carbon. Within the next 3 to 5 years, the following trends will reshape the industry landscape:
- Intelligent Adaptive Control: Extrusion parameter self-regulation systems based on real-time material characteristics can compress startup debugging time from 2 to 3 hours to under 20 minutes
- Waste Heat Recovery and Energy Optimization: Using waste heat from cooling and curing sections for raw material preheating can reduce overall energy consumption by 18% to 25%
- Modular Quick Changeover: Modular design of die heads and blade assemblies reduces product specification changeover time from 4 hours to 30 minutes, improving the economics of small-batch, multi-variety production
- Full Lifecycle Data Traceability: Production parameters, raw material batches, and quality inspection results for each batch of pellets are fully recorded on blockchain, meeting compliance audit requirements for food and pharmaceutical industries
In summary, as the core equipment of pelletization production, a granulator's technical maturity and configuration rationality directly determine material conversion efficiency, finished product quality stability, and production operating costs. By precisely matching raw material characteristics with equipment parameters, implementing preventive maintenance strategies, and keeping pace with intelligent upgrade trends, enterprises can achieve efficient, standardized, and sustainable pellet production across multiple fields including biomass energy, chemical recycling, food and pharmaceuticals, and agricultural feed.











